

JLM Trains, L.L.C.
USING OLD TECHNOLOGY TODAY
All of the methods used in the manufacture of our reproductions are the same methods used when they were originally produced. Sheet steel bodies that are hand formed and soldered together, cast iron construction and the liberal use of wood were all commonplace at the turn of the 20th century. Now, one hundred years later, these methods have all been replaced by faster, more economical means. To keep our reproduction trains true to the original, we have gone to great lengths to use the same manufacturing techniques employed by the original manufacturer.
Below is a Windows Media clip showing the first step in the manufacture of a 2 7/8 Inch Gauge piece. This is the only process done outside of our facilities. All other operations are done in house. This clip shows wood pattern boards being pressed between boxes of moist sand. These “flasks” become the mold. The impressions can clearly be seen of the frame, braces and wheels of a 2 7/8 Inch Gauge frame. After all the flasks are made, they are lined up on the floor. The molten iron is poured into them and allowed to cool. After cooling, the sand is shaken out and the castings are removed. The parts are then ready for machining and finishing.

The castings are rough and must be cleaned of scale and sand residue. All rough areas must be ground and filed smooth. Wheels have to be turned on a lathe to form the running tread and flange. Axle holes are drilled and reamed to size. Holes are drilled and tapped to accept screws. Coupler pockets are ground out and holes for the link pins are drilled. Journals are milled to size, drilled and reamed to accept the axles. Below is a photo of the wheels, journals, frame cross braces and reverse stand top for a 2 7/8 Inch Gauge motor truck. The gates and runners that the molten cast iron flows through can be clearly seen.

Raw Castings on Gates and Runners

A Bucket of Carlisle & Finch Coal Car Buckets
Thin Rim Wheel Before Tread and Flange are Formed
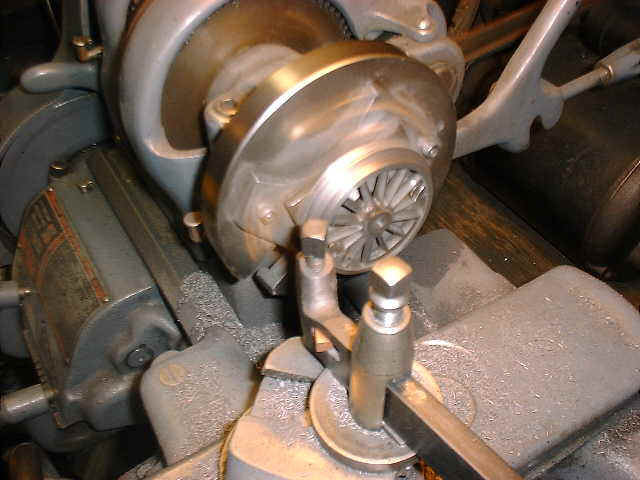
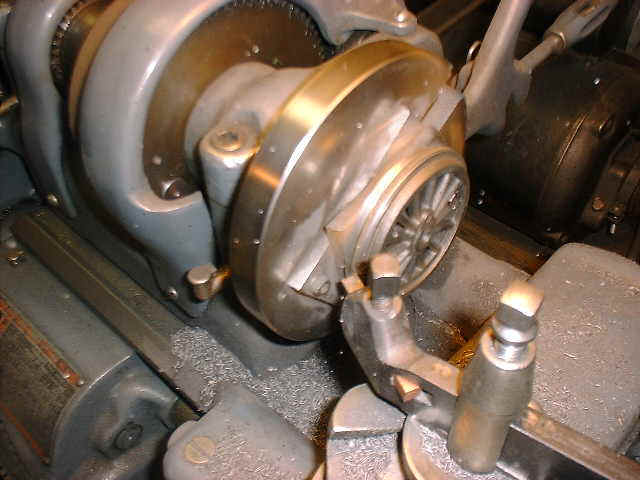
Forming the Running Tread on the Lathe
Bodies all start out as a flat sheet of steel. Parts are cut out by hand. Some go through stamping operations, bending, bead rolling or folding. The pieces, sometimes more than 70, are then soldered together by hand to form the finished body. The bodies are then cleaned, primed and painted in colors matched to original pieces. Gold leaf lacquer is used to accent some parts. Once everything is dry, the lettering is applied in the same fashion as the original.
The 2 7/8 Inch Gauge Motor is a very unique electrical device. Since most homes in the first years of the 20th century did not have electricity, these motors were designed to be powered by battery. Although they can be operated by reduced alternating current, they operate best on direct current. The field is a solid cast iron casting. The field windings are wound by hand and then varnished. The armature is a punched steel laminated stack, similar to the armatures found in Standard Gauge. It is also hand wound. The wire used in winding the motors is specially made just for us. The industry standard 100 years ago was for the copper wire to be insulated with a wrapping of cotton flannel. Today it is coated in enamel. To stay true to the original, we have this flannel covered wire reproduced.

Punching Out Armature Laminations
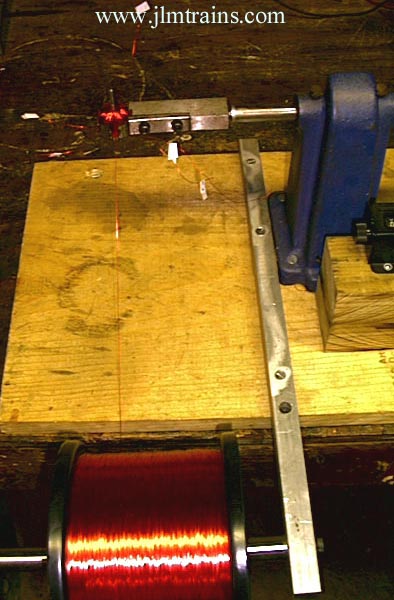
Winding An Armature by Hand